용접 결함과 예방 조치(Weld Imperfections and Preventive Measures)
빌딩과 교량과 같은 철골을 사용하는 건설과 조선, 그리고 자동차, 철도 차량, 압력 기기와 같은 기계부품의 제작에서 아크 용접(arc welding)은 금속과 금속을 연결하기 위한 필수 불가결한 방법입니다.
따라서 철골과 기계부품의 신뢰성은 소재 자체의 물성치 뿐만 아니라 용접부의 품질에도 의존합니다.
품질 요건을 준수하기 위해 만족스러운 용접부를 생산하기 위해 품질관리의 무결성(Integrity)은 매우 중요합니다.
이 품질관리의 무결성(Integrity)을 위해, 아크 용접과 관련된 모든 인원들은(관리자, 엔지니어, 검사자, 감독관, 작업반장, 용접사) 용접 결함과 예방 조치에 충분한 지식을 가지고 있어야 합니다.
용접 결함(Weld imperfection)에 대하여 표면 불균일(surface irregularity)과 용접 불연속(weld discontinuities)으로 나눠 알아보겠습니다.
주의할 점은 서술되는 표면 불균일과 용접 불연속은 개별 Code나 고객사양서의 기준에 부합하면 불합격성 결함(defect)이 아니라는 사실입니다. (Imperfection은 번역하면 defect와 같이 결함이지만 합격성 결함이 될 수 있다. 하지만 defect로 표현하면 진짜 결함으로 불합격성 결함이다.)
Surface Irregularity (표면 불균일)
Surface Irregularity 은 두께나 외관에서의 notch나 갑작스러운 변화를 포함하는 용접 표면 조건들로 정의 될 수 있습니다.
- Uneven weld bead ripples
- Excessive weld reinforcement
- Excessively concave or convex fillet welds
- Uneven leg fillet welds
- Undercut
- Overlap
- Herringbone, pockmarks, mouse footmarks Underfill
아래에서 상세히 용접 결함에 대하여 알아보겠습니다.

그림 1. 고르지 않은 용접 비드 잔물결들 (UNEVEN WELD BEAD RIPPLE)
정의: 용접 비드 잔물결의 윤곽에서의 갑작스러운 변화
주요 원인:
1. 너무 낮거나 높은 용접 전류나 전압
2. 부적절한 용접봉 조작 (불규칙하거나 너무 빠르거나 너무 느리거나)
3. 용접봉(SMAW) 피복이나 플럭스(SAW)의 습기
4. 플럭스의 쌓아진 높이 (SAW)
예방 조치:
1. 적절한 용접 전류와 전압의 사용
2. 적합한 속도로 용접봉 조작
3. 용접봉이나 플럭스 재건조
4. 적절한 플럭스 높이 유지
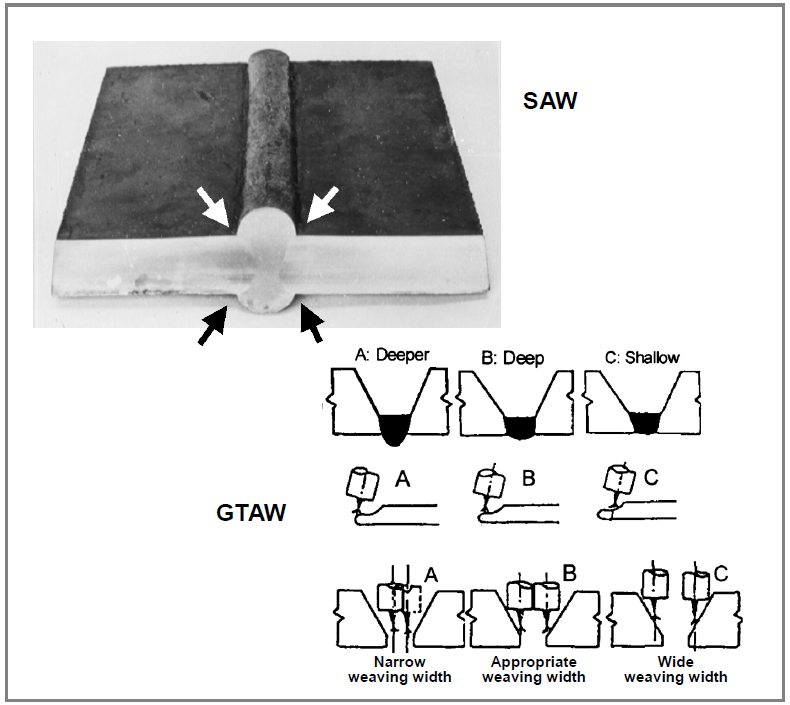
그림 2. 과도한 용접 여성고 (EXCESSIVE WELD REINFORCEMENT)
정의: Weld back부분이나 표면의 과도한 여성고 높이
주요 원인:
1. 너무 느린 용접봉 조작
2. 너무 큰 루드 간격 (Weld back이 과도하게 나왔을 시)
3. 너무 큰 용접 전류 (Weld back이 과도하게 나왔을 시)
예방 조치:
1. 적절한 속도로 용접봉 조작
2. 루트 간격 조절
3. 적절한 용접 전류 사용
4. 상기 그림과 같이 용접봉 위치 컨트롤

그림 3. 오목한 필렛 용접(Concave fillet weld), 볼록한 필렛 용접(Convex fillet weld)
정의: 과도하게 오목하거나 볼록한 필렛 용접부
주요 원인:
1. 너무 빠른 용접봉 조작, 너무 높은 용접 전류의 사용 (Concave fillet weld)
2. 너무 낮은 용접 전류 사용이나 너무 느린 용접봉 조작 (Convex fillet weld)
3. 부적절한 용접봉 이행 각도
예방 조치:
1. 적절한 용접 전류 사용과 적합한 이행 각도를 유지하여 용접봉 조작 속도

그림 4. 고르지 않는 필렛 용접부 (UNEVEN-LEG FILLET WELD)
정의: 고르지 않은 각장을 가지는 필렛 용접부 (보통 상부 각장이 하부 각장보다 작은 경우 많음)
주요 원인: 용접봉 작업 각도 부적절
예방 조치: 적절한 용접봉 작업 각도의 사용 (상기 그림 참조)

그림 5. 언더컷(UNDERCUT)
정의: 용접이 채워지지 않은 weld toe나 weld root 부위에 인접한 모재에서 파혀진 홈
주요 원인
1. 너무 높은 용접 전류
2. 너무 빠른 용접봉 조작
3. 너무 긴 아크 길이나 너무 높은 아크 전압
4. 용접봉 이행과 작업 각도의 부적합
5. Wire tracking이 Groove face와 너무 가까울 때 (SAW)
예방 조치
1 - 4. 적절한 용접 전류, 용접봉 조작 속도, 아크 길이나 아크 전압, 그리고 용접봉 이행과 작업 각도
5. Wire tracking 위치의 조정
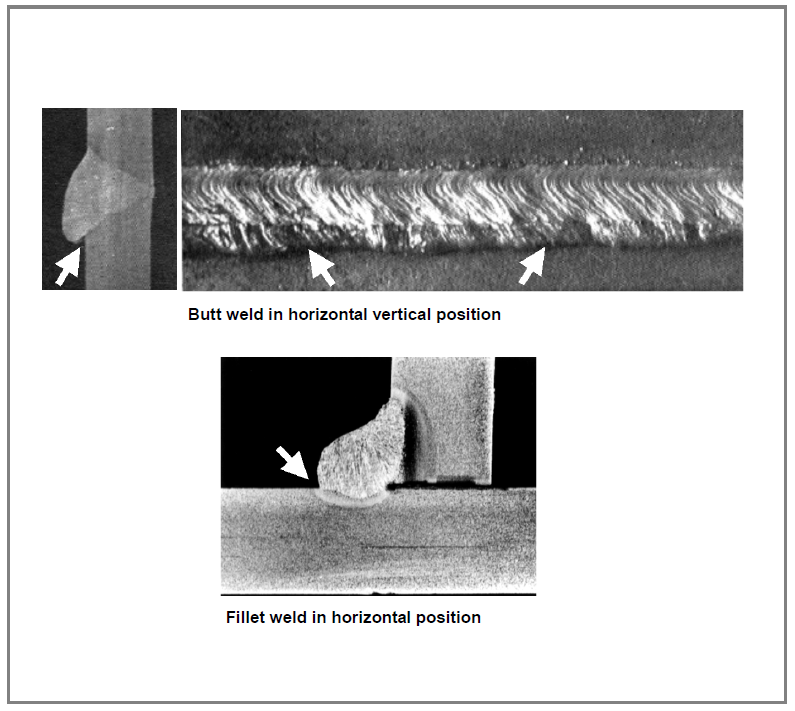
그림 6. 오버랩(OVERLAP)
정의: Weld toe나 weld root를 넘어서는 돌출부
주요 원인:
1. 너무 낮은 용접 전류
2. 너무 느린 용접봉 조작
3. 너무 짧은 아크 길이나 너무 낮은 아크 전압
4. 용접봉 이행과 작업 각도가 부적절할 때
예방 조치:
1. 적절한 용접 전류, 조작 속도, 아크 길이(아크 전압), 용접봉 이해과 작업 각도
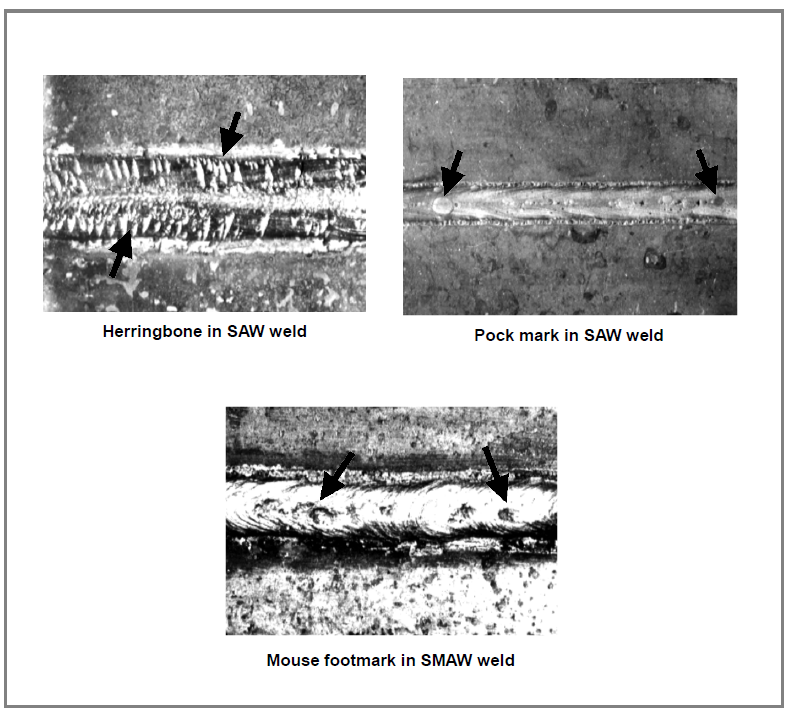
그림 7. 헤링본(HERRINGBONE), 비드의 파상(POCK MARK), MOUSE FOOTMARK(쥐 발자국)
정의: 용접 표면의 얖은 자국들
주요 원인
1. 용접봉 피복의 습기(SMAW)나 플럭스의 습기(SAW)
2. 조인트 용접 부위의 녹, 페인트, 습기의 영향
예방 조치
1. 용접봉 재 건조(SMAW), 플럭스 재 건조(FLUX)
2. 조인트 용접 부위의 녹, 페인트, 습기 제거

그림 8. 용착부족(UNDERFILL) = INTERNAL CONCAVITY
정의: 용접 표면이나 루트 면에서의 움푹 들어감 (인접한 모재 보다 밑으로 들어간 것)
주요 요인:
1. 너무 작은 루트 간격, 홈 각도, 너무 큰 루트 면(root face)
2. 너무 낮은 전류나, 너무 긴 아크
3. 부적절한 용접봉 조작
예방 조치:
1. 루트 간격, 홈 각도, 루트 면을 조정
2. 적절한 용접 전류를 사용하고 아크 길이를 짧게 유지
3. 위 그림과 같이 적합한 용접봉 조작
용접 결함 / 용접 결함의 종류 - Part 2
용접 결함과 예방 조치 - Part 1 포스팅에 이어 용접 불연속(Weld discontinuities)의 종류에 대하여 알아보겠습니다. Weld Discontinuities 그림 9. 기공 (POROSITY: PIT) 정의: 응고 도중에 갇힌 가스에 의해..
betweenthewelding.tistory.com
'플랜트 > 용접' 카테고리의 다른 글
| 용접 결함 / 용접 결함의 종류 - Part 2 (1) | 2020.06.20 |
|---|---|
| Grade 91 합금 재질의 용접 PART-2 (0) | 2020.06.19 |
| 배관 용접 퍼지(purge) /용접 퍼징(purging) (0) | 2020.06.18 |
| 용접 기호(Welding symbol) (0) | 2020.06.17 |
| GTAW 용접 (Gas Tungsten Arc Welding) (0) | 2020.06.16 |




댓글