AWS D10.10 Part - 1에 이어 나머지 내용 포스팅합니다.
국부 열처리(Local PWHT)에 있어 아래의 그림의 이해는 매우 중요합니다.
HEAT TREATMENT BASICS
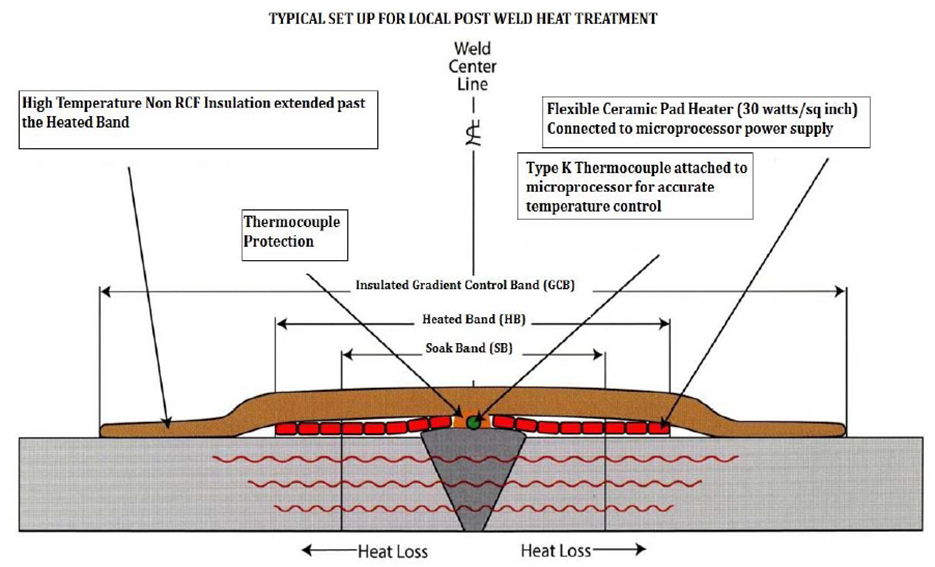
5. Terminology for local heating
1) Sock Band (SB): 목표 온도 올라가는 구간
2) Heated Band (HB): 가열 패드가 설치되는 구간
3) Gradient Control Band (GCB): 보온재 구간
4) Control Zones VS. Monitoring Zones: 온도가 제어되는 구역과 순순하게 온도만 측정되는 구역
Figure 1. Schematic Diagram for local 360-Degree Band Heating
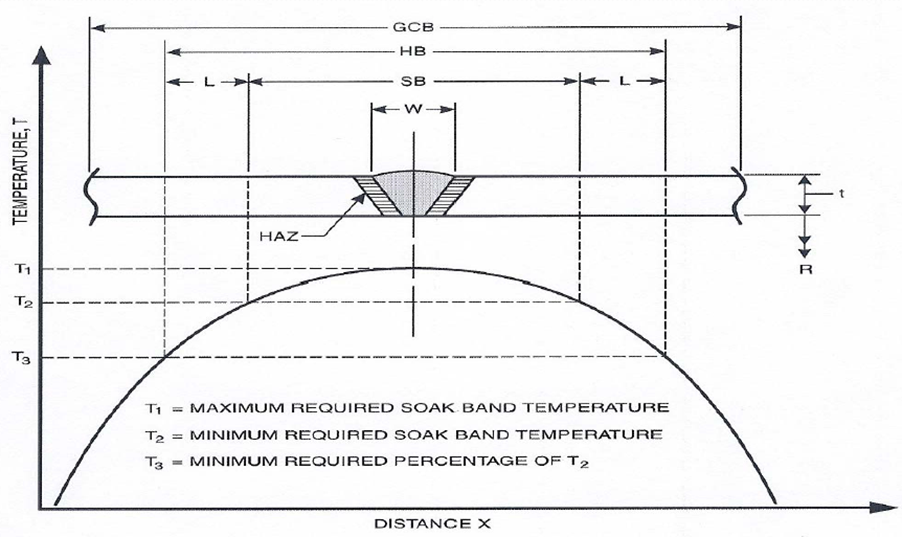
온도 그래프와 같이 로컬 열처리 특성상 열을 주는 패드의 가장 가운데가 가장 뜨겁게 되며 열을 뺏기는 가장자리 부위가 온도가 낮습니다.
충분한 Heating pad의 설치는 SB구간을 target 온도까지 상승시키는 보증이 됩니다. 이는 또한 Control 열전대와 Monitoring 열전대로 제어되고 확인되어야 합니다.
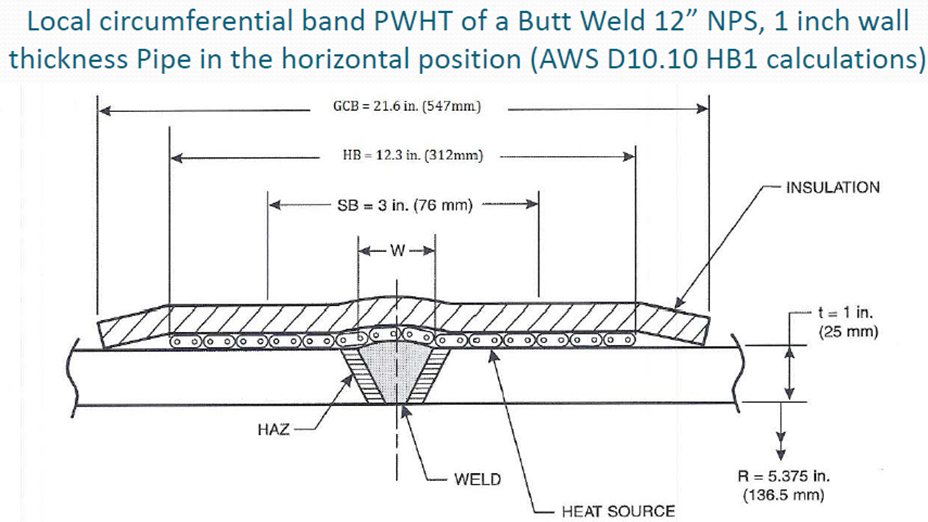
Figure 4. Example of Parameters for Local 360-Degree Band PWHT of Butt Welds
Heating pad의 열이 보온될 수 있도록 보온재의 역할도 중요합니다. Heating pad는 절대 보여서는 안 되며 단단하게 보온재로 덮여야 합니다. 충분한 양의 보온재 길이는 제품의 온도 구배에 따른 stress를 막을 수 있습니다.
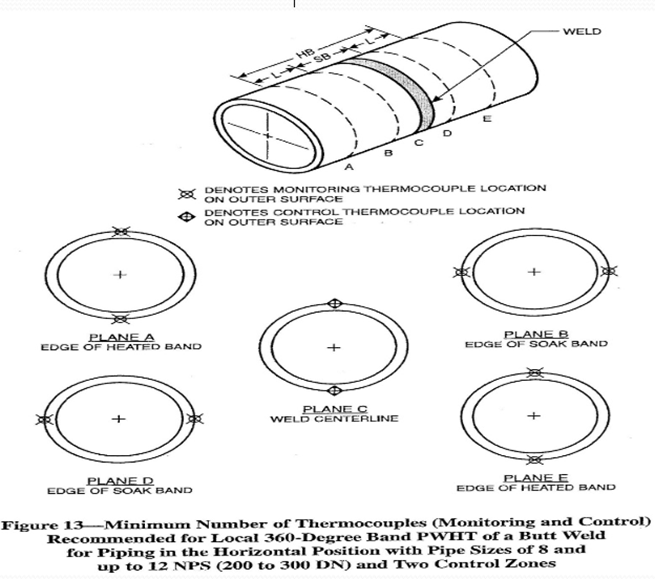
Figure 13에서는 size에 따른 Control 열전대와 Monitoring 열전대의 수량과 위치를 나타내고 있습니다.
열은 위로 향하게 되므로 시계 방향에서 가장 뜨거운 곳은 12시이며 가장 차가운 곳은 6시임에 따라 열전대가 부착되게 됩니다. 또한 SB의 Edge부위에 Monitoring 열전대가 측정되어 충분한 가열패드가 설치되었는지 확인할 수 있습니다.
이는 또한 로컬 열처리 특성 상특성상 표면에서 가열하기 때문에 내부까지 관통될 수 있도록 충분한 열을 줄 수 있는 히팅 패드가 설치되었는지 보증할 수 있습니다. (접근 가능하다면 weld back에 모니터링 열전대 부착하는 것이 추천되나 배관 설치 특성상 어려움)
6.2.1 Heated Band Width for PWHT
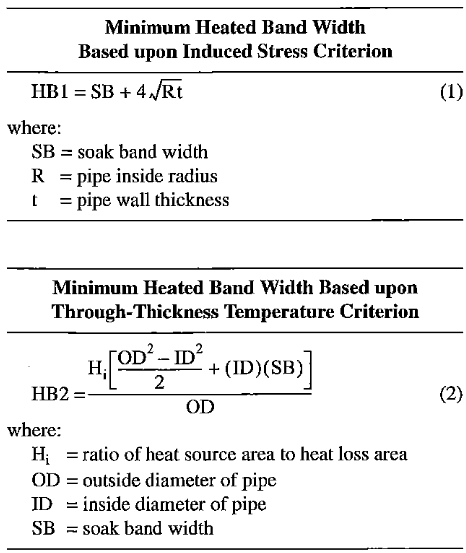
가열 패드의 폭을 계산하는 방법은 하기와 같이 2가지로 제시됩니다. 둘 중에 가장 큰 것을 적용하는 것이 추천됩니다.
① Induced Stress Criteria 기반 밴드 폭
② Through-thickness temperature gradient 기반 밴드 폭
* 기본적으로 25T 미만 하기 적용
1) Hi = 5
- Horizontal position 6인치 까지,
- 1 circumferential control zone
2) Hi = 3
Horizontal position 6인치 까지,
2 circumferential control zone
3) Hi = 3
- Horizontal position 6인치 초과,
- 2 circumferential control zone
- For all vertical piping
그러나 실제 주요 제작 사양서에서는 하기 공식으로 간략화하여 하기 공식으로 제시되고 있습니다.
Annex A (Informative):
Discussion of Issues and Recommendations Regarding the HB
상기 Heating pad 공식에서의 Hi 값에 대한 정확한 값을 구하기 위해 하기 공식으로 제시하고 있습니다.
▶ Hi Equation
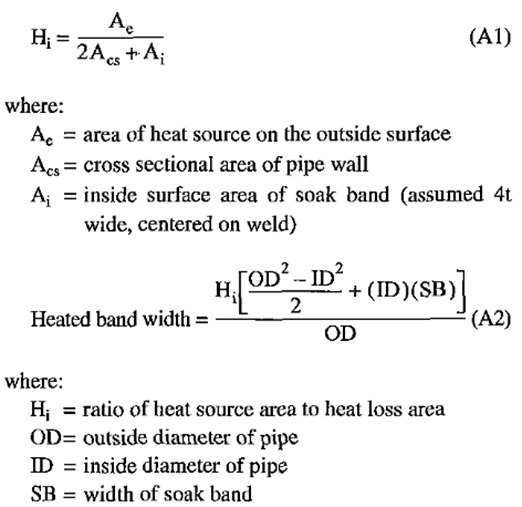
■ Hi : 하기에 대한 관계를 경험적으로 산출한 비율
- 열원에서 전달되는 HEAT FLOW
- 두께를 통한 전도
- 내부 표면에서의 복사와 대류
Table 3 - Based on B31.1
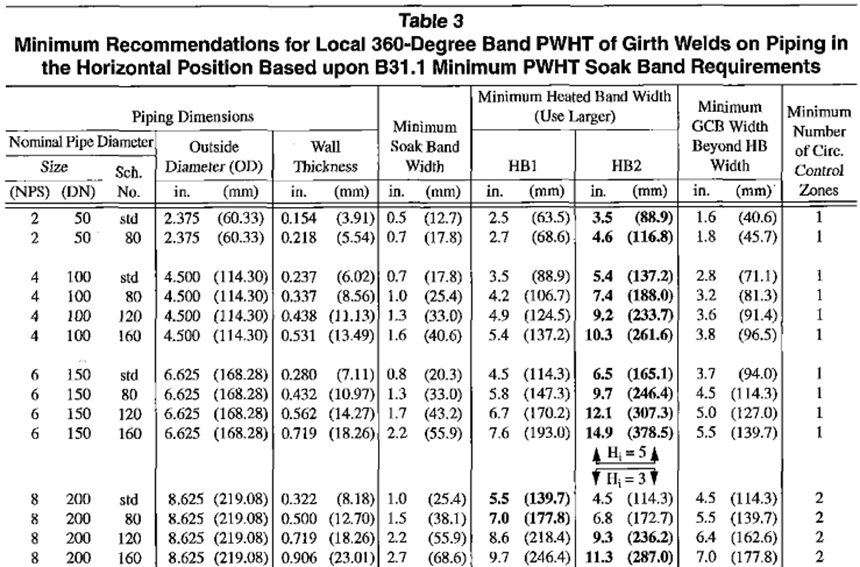
ASME B31.1에 따른 주요 Size에 대한 최소한의 추천되는 HB, SB, GCB, MTC 수, CTC 수 등을 표로 작성하여 제시하고 있습니다.
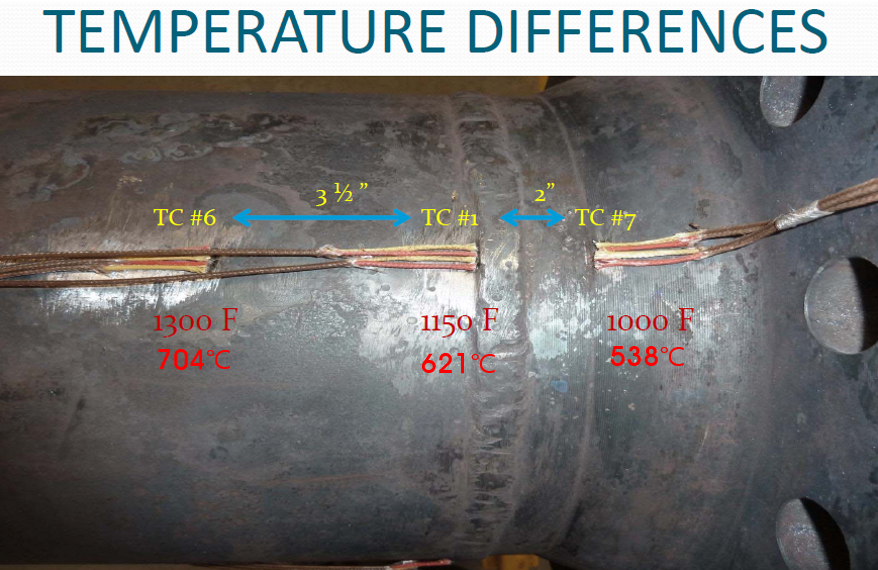
CASE STUDY 12”NPS FLANGE
실제 샘플을 통하여 Furnace가 아닌 Local 열처리를 통한 온도 구배가 어떻게 나타나는지 모니터링 열전대를 통하여 확인해 보겠습니다.
Valve나 heavy flange의 조인트의 경우 특히 두께 차이로 인하여 로컬 열처리 특성상 온도 구배로 인하여 hot spot이 발생될 수 있으니 특히 조심하여야 합니다. (추가 MTC 설치나 Heating 구역 분리로 방지)
▶ Work piece is a standard 12”NPS sch. 80 P No. 1material
▶ 2 control thermocouple (# 1 & 2)
6 monitoring thermocouple ( # 3-8)
▶ 1&2 : Top and Bottom Centre on Weld Circumference ((일반 차트 기록)
▶ 3&4 : either side on Weld Circumference ((일반 차트 기록)
▶ 5&6 : Top and Bottom Centre of Heated Band
▶ 7 : 2” from #1 onto Flange area of Soak Band
▶ 8 : Inside bottom Centre of Weld Circumference

일반 열전대 부착

추가 열전대 부착
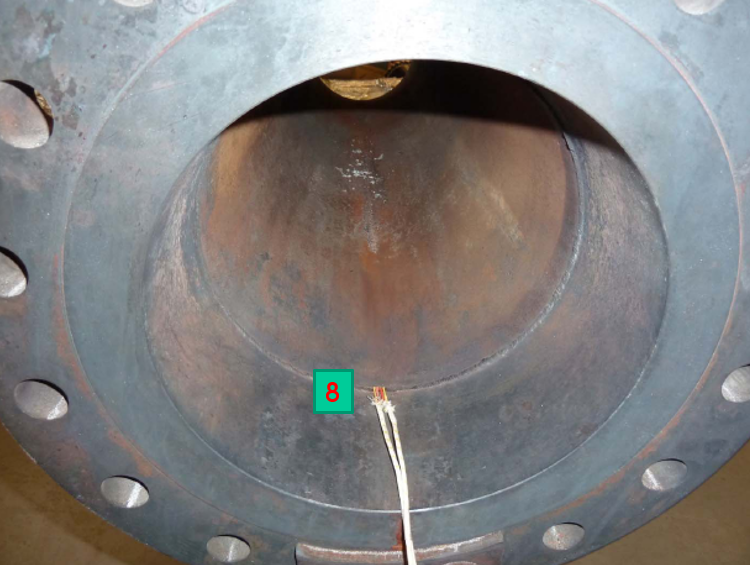
WELD BACK 열전대 부착

Side 열전대 부착

열전대 부착

열전대 부착

열전대 부착

보온재(Insulation) 설치
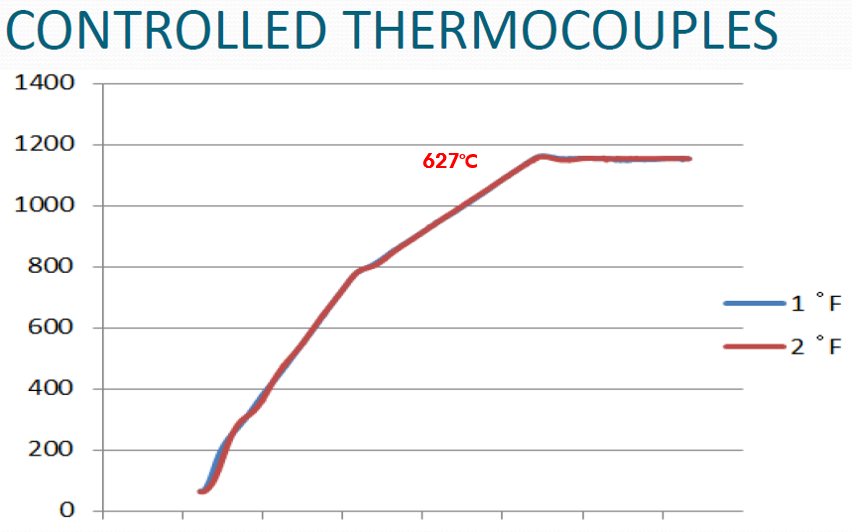
상기 그림은 CTC만 차트에 기록할 경우 나타나는 그래프입니다. 또한 우리가 자주 보는 로컬 열처리 차트의 모습니다.
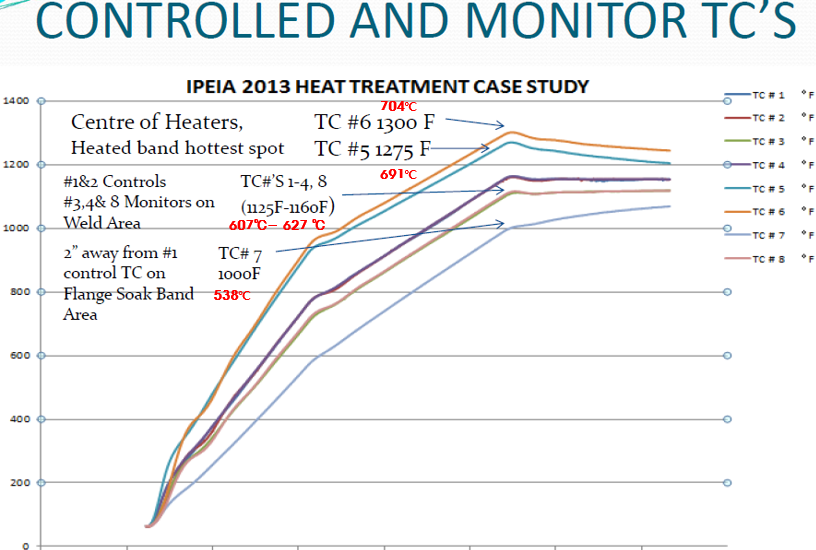
상기 그림은 CTC + MTC로 나머지 구역에서의 온도 구배가 얼마나 차이가 나는지 보여줍니다.
Heat sink 현상으로 해당 조인트의 FLANGE는 실제로는 PIPE보다 두껍고, 히팅 패드가 분리되지 않았기 때문에 CTC가 설치된 온도에 따라 Heating pad가 가열되게 됩니다. 결국 얇은 pipe 쪽의 온도는 높게 되며 열이 계속 빨리는 Flange는 온도가 올라가지 않습니다.
상기 그림과 같이 Flange의 쪽의 HAZ부위를 포함하여 내부 Weld back까지 Target 온도를 만족시킬 수 없었습니다.
Pipe 쪽은 hot spot이 발생되어 임계온도가 초과되어 자재가 폐기될 수도 있습니다.
이상으로 AWS D10.10 Part - 2 & Local PWHT (국부 열처리)에 대한 포스팅을 마칩니다.
'플랜트 > Code & Standard' 카테고리의 다른 글
| 플랜트 ASTM, EN ISO 파이프 직진도 및 배관 제작 공차 (0) | 2020.09.08 |
|---|---|
| AWS D1.1: 필렛 용접 최소 두께, 필렛 용접 최소 각장/각목 (0) | 2020.07.09 |
| EN 10204 3.1 / EN 10204 3.2 (EN10204:2004) 차이점 (0) | 2020.07.06 |
| 용접사 식별기호 /용접사 ID (Welder symbol) 관련 ASME/EN Code 내용 (0) | 2020.07.03 |
| AWS D10.10 Part - 1 (0) | 2020.06.12 |




댓글