스테인리스강의 대부분의 재질은 좋은 용접성을 가지고 모든 아크 용접 절차들로(GMAW, FCAW, GTAW, SMAW and SAW) 용접할 수 있습니다. 스테인리스는 강도, 내마모성, 부식 저항과 같은 여러 다양한 목적으로 사용됩니다.
서로 다른 기계적 성질과 화학적인 성질을 가지는 많은 등급의 스테인리스강이 있습니다.
이러한 스테인리스 합금들의 개개의 성질을 알고 있는 상태에서 용접하고 주어진 환경에서 적합한 방법을 사용하기 위해 충분히 이해하여야 용접과 검사에서 많은 도움이 될 것입니다.
스테인리스 용접에 대한 5가지의 흔한 공통적인 문제들에 집중해보겠습니다.
서스 용접 Point #1: 스테인리스강 용접을 탄소강과 같이 생각하는 것
스테인리스강은 탄소강보다 매우 다른 기계적인 성질들을 가지고 있습니다. 탄소강보다 더 높은 열팽창계수와 더 낮은 열전도성을 가지고 스테인리스 금속은 비틀리고 휘어지는 경향을 가지며 모든 종류의 fit-up 문제들을 만들어 냅니다. 만약 여러분이 박판의 스테인리스 금속의 용접을 첫 경험으로 시도한다면 틀림없이 하기 사진과 같은 문제에 직면하게 될 것입니다.

서스 용접 Point #2: 스텐인리스강과 탄소강 둘 다에 동일한 도구를 사용하는 것
SUS 용접은 반드시 탄소강 용접과 완전하게 분리되어야 합니다. 많은 문제들이 동일한 장소에서 두 가지의 재질의 용접 시에 발생할 수 있습니다. 예를 들어 만약 당신이 스테인리스강에 사용한 브러시를 탄소강 용접부에 사용한 후 그리고 다시 스테인리스 용접부에 사용한다면 철 성분이 스테인리스 용접부에 침투하게 됩니다.
이것은 이른 부식 문제를(premature corrosion) 일으킵니다. 그러므로 이러한 문제를 방지하기 위해서는 작업장을 분리하여 도구를 분리하는 것이 가장 효과적입니다.
서스 용접 Point #3: 용접하는 스테인리스강의 type/grade를 알지 못하는 것
많은 등급의 스테인리스강이 있습니다. 개별적인 스테인리스 재질은 자신의 본연의 특색과 기계적인 특성을 가지고 있습니다. 몇몇은 쉽게 용접되지만 다른 것들은 균열이 쉽게 발생하기도 합니다.
잘못된 용접봉을 사용하는 것도 큰 문제를 일으킬 수 있습니다. 항상 용접하는 모재에 올바른 용접봉을 사용하도록 주의를 기울여야 합니다.

서스 용접 Point #4: 탄소강과 동일한 보호가스의 사용
(각 SUS 재질에 따라 다르므로 WPS에 따라 사용하고자 하는 보호가스에 주의)
특별한 스테인리스 금속을 용접할 때 2-3%의 이산화탄소나 산소를 초과하지 않아야 할 때가 있습니다.
일부 shop은 탄소강을 위해 사용하는 가스를 스테인리스 용접에 사용하곤 합니다. (미그 용접을 할 때의 90% 아르곤 가스와 10% 이산화탄소 혼합 가스를 혼용 사용). 이러한 문제에서 숨겨진 부분은 용접부는 좋아 보이고 수려해 보이지만, 높은 이산화탄소의 함량은 조기 부식(premature corrosion)을 만들어냅니다. 가장 큰 문제는 유관 검사에서는 합격하지만 shop에서 출하되어 몇 주나 몇 달 후에 고객 측에서 용접부에 녹이 발생했다고 연락이 올 수 있습니다.
(Austenitic stainless steel의 FCAW 용접 시 100 percent CO2나 75 percent argon/25 percent CO2를 주로 사용합니다. FCAW의 용접 완료 후의 용접부 표면에 덮이는 슬래그 보호막은 탄소 흡수를 막는 역할을 하여 높은 CO2 가스의 보호가스를 사용할 수 있습니다. 75 percent argon-25 percent CO2는 용접 포지션과 관계없이 사용할 수 있고 CO2가스에 비해 입열량이 적어 비틀림이 덜합니다.)

서스 용접 Point #5: 용접부가 과열되는 것 (입열량 증가)
특히 티그 용접에서 문제가 됩니다. 만약 용접부를 과열하여 용접하게 된다면 이는 크롬 성분을 고갈되게 만들게 됩니다. 크롬 성분은 부식 저항을 제공하는 역할을 하므로 조기 부식(premature corrosion)에 이르게 합니다. 특히 300 계열의 스테인리스 용접에 특히 주의를 기울여야 합니다.
매우 높은 용접 입열량은 느린 냉각 속도를 갖게 하고 예민화 범위(sensitization range)에서 소비되는 시간을 상당하게 증가시킵니다. 이러한 문제는 때때로 용접 후에 담금질(quench) 열처리를(=용체화처리) 요구하게 합니다. 스테인리스 용접 시 WPS에 따른 용접부의 입열량 관리에 주의를 해야 합니다.
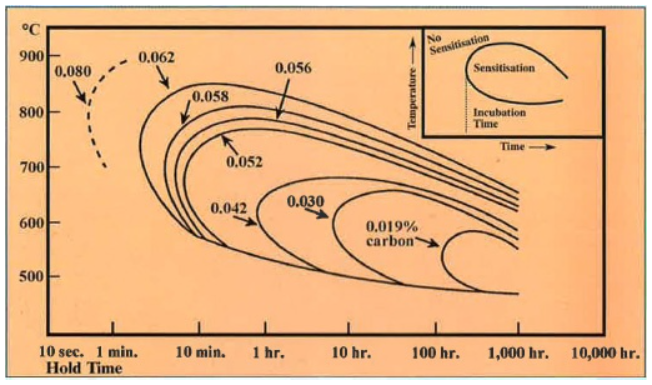
스테인리스 강의 예민화(Sensitization)
대표적은 SUS강인 SUS 304를 예로 설명하자면, SUS 304는 0.08% 이하의 탄소를 가지고 있는데 이 탄소는 425도에서 815도의 온도 범위에서 장시간 가열되면 입계(Grain boundary) 근처에서 크롬과 탄소가 결합하여 불필요한 크롬탄화물(M23C6)이 형성됩니다. 이 크롬탄화물은 주변의 입계에서 크롬을 빼앗아 크롬의 농도가 높게 되지만 주변의 입계는 크롬 고갈 현상이 발생됩니다. 따라서 과도한 용접열이나 열처리에 의해 열영향을 받은 부분의 입계는 충분하지 않은 크롬으로 내식성이 부족하게 된 것을(11%의 크롬 이하로) 예민화 되었다고 합니다. 크롬 농도가 낮아진 부위는 내식성이 저하로 부식환경에 노출되면 입계가 선택적으로 부식이 되는 입계부식(IGC, intergranular corrosion) 현상이 발생됩니다.)
이러한 예민화의 해결 방법은 용체화처리(=고용화처리)로 다시 완전 오스테나이트로 만들어 모든 탄소를 다시 데려와 고용상태로 만드는 것입니다.)

배관 용접 퍼지(purge) /용접 퍼징(purging)
배관 용접 퍼지(purge) /용접 퍼징(purging)
왜 용접 퍼지(purging)를 해야 할까요? 스테인리스 스틸, 티타늄과 다른 부식 저항 금속에 용접 시, 가장 중요한 완전한 용접 환경을 만들기 위해 그 금속의 본연의 목적인 부식 저��
betweenthewelding.tistory.com
'플랜트 > 용접' 카테고리의 다른 글
| 용접 크랙(Weld Cracking)의 이해 (0) | 2020.06.26 |
|---|---|
| 용접기호 typ 에 대하여 (0) | 2020.06.25 |
| 필렛 용접 각장(Fillet weld leg) / 용접 각목 (Fillet weld throat)이란 ? (0) | 2020.06.23 |
| 용접 결함 / 용접 결함의 종류 - Part 2 (1) | 2020.06.20 |
| Grade 91 합금 재질의 용접 PART-2 (0) | 2020.06.19 |




댓글