필렛 용접 각장(Fillet weld leg) / 용접 각목 (Fillet weld throat)에 대하여 알아보겠습니다.


중장비, 조선, 건설 분야에서 매우 많은 뼈대와 복잡한 모서리는 수많은 용접 조인트로 구성됩니다. 그중에서 필렛 용접은 groove 용접보다 더 경제적이기 때문에 corner, T, lap joint 용접에 폭널리 사용됩니다. 필렛 용접이 끝단부 가공과 fit-up의 준비가 간단하기 때문입니다.

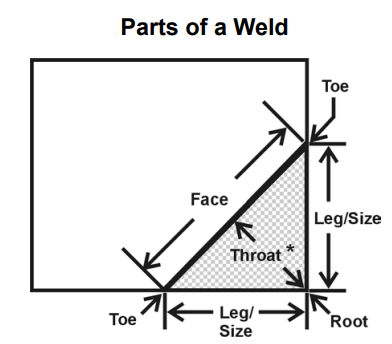
설계적으로 필렛 용접의 강도는 그림-1 에서 보는바와 같이 제품에서의 목의이론두께(theoretical throat=design throat thickness)와 유효용접길이(effective area of the weld: T x W)를 기반으로 합니다. 필렛 용접 각장( Fillet weld
leg)은 필렛 용접 크기를 결정합니다. 필렛 용접 크기는 필렛 용접부의 안에서 그릴 수 있는 단면적으로 가장 큰 직각삼각형의 각장의 길이로 측정됩니다.

필렛용접크기(Fillet weld size)는 목의이론두께(theoretical throat)를 결정합니다.
T: 각목 (각장 x 0.7)
S: 각장 (각목 x 1.414)
필렛용접크기는 반드시 허용 중량을 충분히 견딜 수 있게 충분해야 하지만 용접 변형과 비용을 줄이기 위해 용접 크기 과도해서는 안됩니다.
AWS Dl.l (Structural Welding Code ― Steel) 코드에서는 각 모재 두께에 대한 최소 필렛용접크기를 명시하고 있습니다. (e.g. 6-mm size for thickness over 12.7
up to 19.0 mm). AWS Dl.l는 또한 최대 볼록함 정도를 명시하고 있습니다.
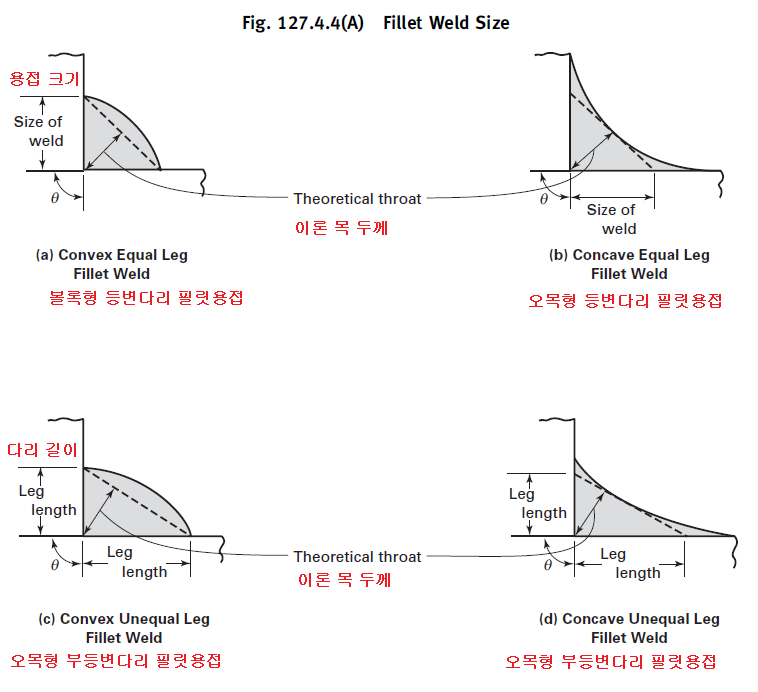
ASME B31.1 code에서의 필렛 용접 크기
비고
<1> 등변다리 필렛용접부의 크기는 용접단면 내에 그릴 수 있는 최대 이등변 삼각형의 다리길이로 정의된다.
<2> 부등변다리 필렛용접부의 크기는 용접다면 내에 그릴 수 있는 최대 직각 삼각형의 다리길이로 정의된다.
<3> 용접된 표면 사이의 각 θ는 90° 로 부터 벗어날 수 있다.
<4> 필렛용접에서 부재 사이의 각 θ가 90°인 등변다리 필렛용접부의 경우, 이론 목두께는 0.7 x 다리길이이다.
다른 필렛용접부의 이론 목두께는 다리 길이와 접합될 부재의 사이각 θ에 기초하여야 한다.
<5> 모든 필렛용접부에 대하여 특히 90° 보다 낮은 각 θ를 갖는 부등변다리 필렛용접부의 이론 목두께는 용착금속의 단면 내에 있어야 하며 용접부의 최소 길이보다 작아서는 안된다.
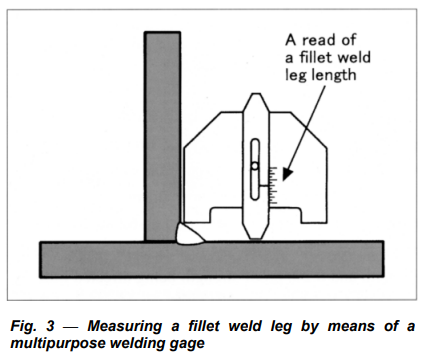
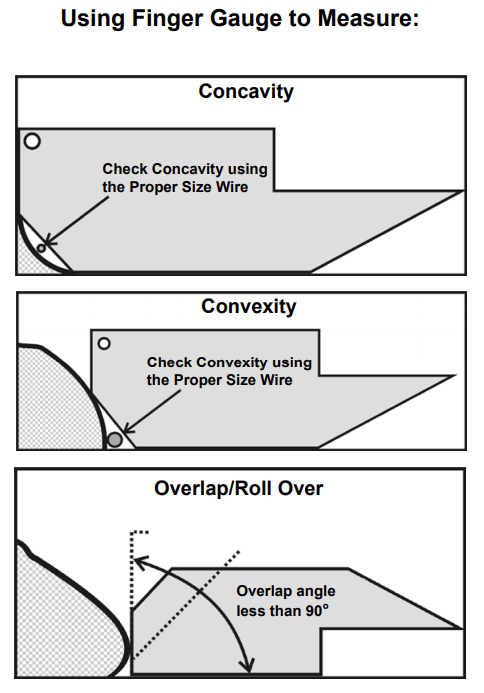
필렛용접크기 측정 방법
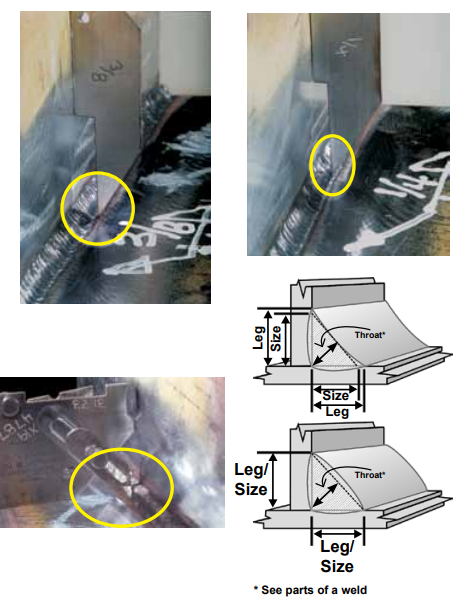
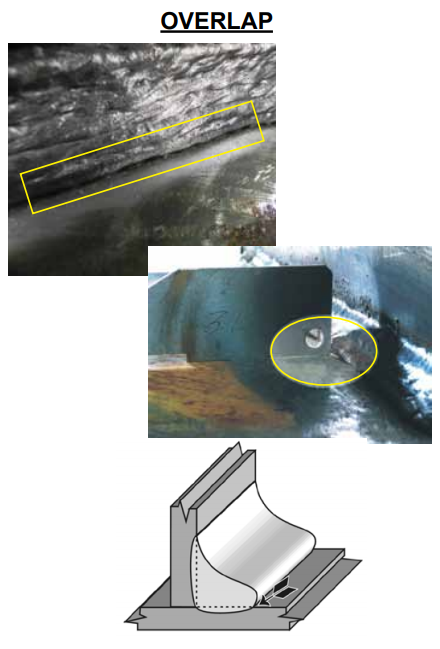
필렛 용접 오버랩 (FILLET WELD: OVERLAP)
필렛 용접 크기 부족 (UNDERSIZE FILLET WELD)

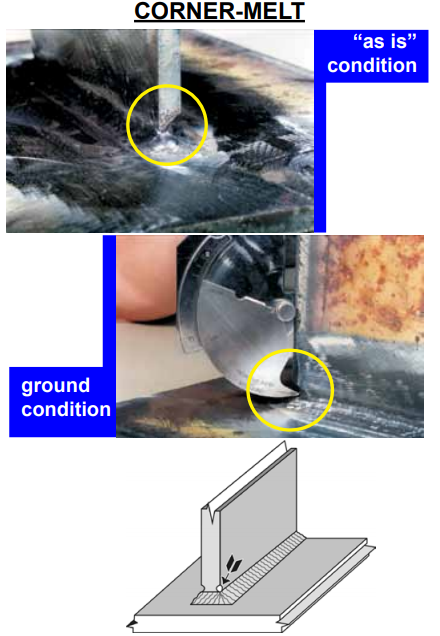
필렛 용접 CORNER-MELT
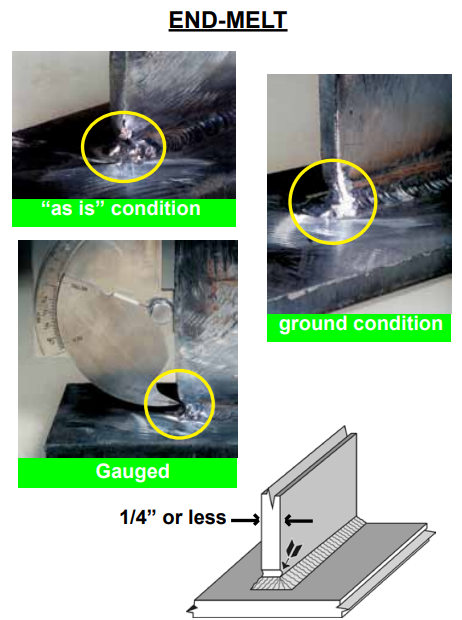
필렛 용접 END-MELT
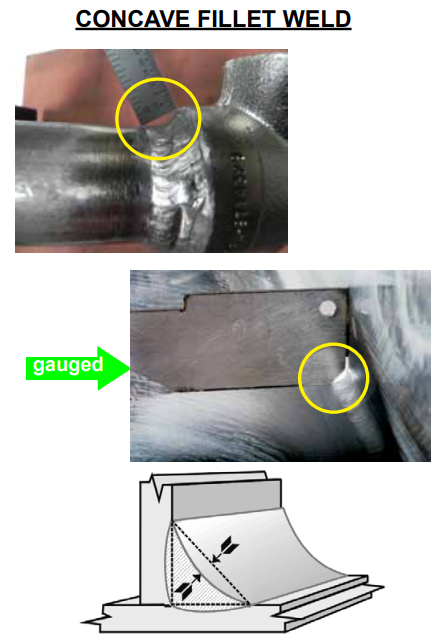
오목 필렛 용접 (CONCAVE FILLET WELD)
볼록 필렛 용접 (CONVEX FILLET WELD)

필렛 용접부 검사 방법 1 - Finger Gauge
필렛 용접부 검사 방법 2 - Bridgecam Gauge

지금까지 필렛 용접 각장(Fillet weld leg) / 용접 각목 (Fillet weld throat)에 대한 개념을 정의했습니다.
'플랜트 > 용접' 카테고리의 다른 글
| 용접기호 typ 에 대하여 (0) | 2020.06.25 |
|---|---|
| 서스 용접(SUS 용접)의 5가지 중요 문제점 (0) | 2020.06.24 |
| 용접 결함 / 용접 결함의 종류 - Part 2 (1) | 2020.06.20 |
| Grade 91 합금 재질의 용접 PART-2 (0) | 2020.06.19 |
| 용접 결함 / 용접 결함의 종류 - Part 1 (0) | 2020.06.19 |




댓글